


Марки и маркировка сварочных электродов
15474
28.10.2020
Работая со сварочным аппаратом, наверняка вы не однократно сталкивались с вопросом, что означает маркировка сварочных электродов и как по ней правильно подобрать решение для конкретной задачи. Понятно, что вопросы основного характера, такие как диаметр и металл не вызывают ни кого вопросов, поэтому в данной статье обратим внимание на более детальные описания которые несут в себе марки сварочных электродов.
Умение «читать» типа и марки сварочных электродов позволяет выполнять работу более качественно и профессионально, соответственно работа со сваркой будет более продуктивной. А это (качество и скорость), как известно, сулит дополнительный доход. Итак, разбираемся в маркировках и обозначениях.
Маркировка сварочных электродов основные положения
Стоит отметить, что виды и марки сварочных электродов выпускаются в огромном ассортименте, однако, каждая продукция обозначается установленными ГОСТ стандартным принципом. И хотя для новичка он может показаться сложным, на самом деле все предельно просто и достаточно вникнуть один раз, чтоб потом без проблем определять тонкости правильного использования конкретно взятого электрода.
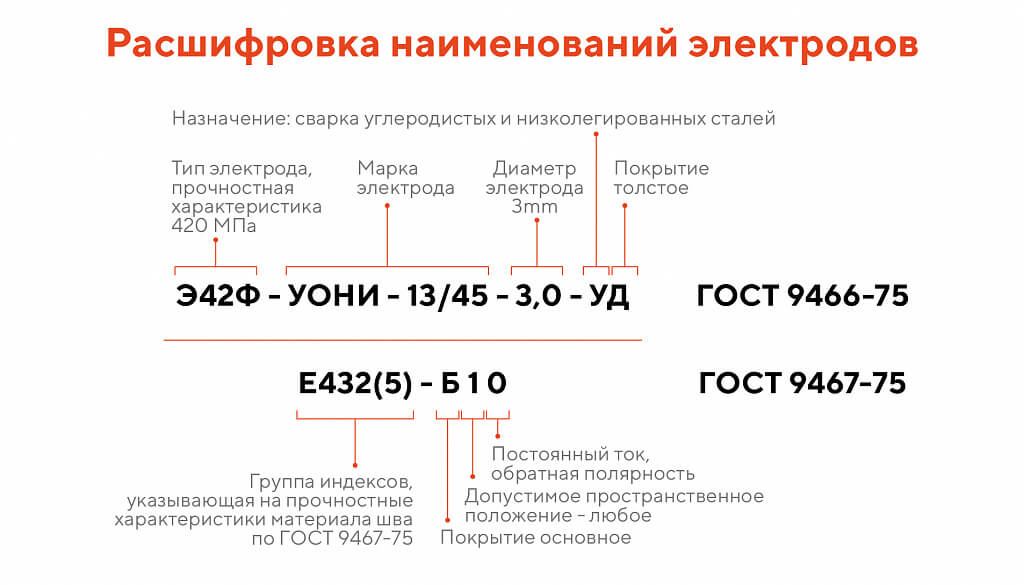
Маркировка сварочных электродов и их расшифровка позволяют сразу получать полную информацию о материале:
- тип;
- марка;
- диаметр;
- сфера применения;
- толщина покрывающего слоя;
- индекс;
- тип покрытия;
- возможные положения для работы;
- тип рекомендуемого тока;
Первыми символами указываются тип и максимально допустимые нагрузки. К примеру, Э42 обозначает, что шов способен выдержать 42кг на 1мм квадратный площади сварки.
Марка, завод-изготовитель и диаметр
Далее обозначается марка и завод-изготовитель, после чего сразу указывается диаметр и назначение.
Диаметр электрода в маркировке указывается числом, если в обозначении после наименования толщины покрытия нет соответствующей цифры, значит, диаметр электрода указан на штампе.
Буквенные обозначения для указания назначения сварочных электродов в маркировке:
- У – сварка углеродистых и низколегированных сталей конструкционных с временным сопротивлением разрыву до 600 Мпа;
- Л – сварка легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 Мпа;
- Т – сварка легированных теплоустойчивых сталей;
- В – сварка высоколегированных сталей с особыми свойствами;
- Н – наплавка поверхностных слоев с особыми свойствами.
Более детальную информацию можно найти в ГОСТ 9467-75.
Толщина покрытия варочных электродов
После назначения, указывается толщина покрытия. Их различают в 4-х основных типах:
- М – тонкое;
- С — среднее;
- Д – толстое;
- Г – максимальное.
Прочностные характеристики электродов
После указания толщины покрытия обычно идет группа индексов, которые указывают прочностные характеристики материала шва согласно ГОСТ 9467-75.
Виды покрытий сварочных электродов
Следующим обозначением типа и марки сварочных электродов идет указание вида покрытия. Различают такой список покрытий, которые имеют соответствующие допуски и характеристики:
- А – Кислое, допускается сварка в любом пространственном положении, кроме вертикального сверху-вниз, сварка может выполняться переменным и постоянным током. Для сталей с повышенным содержанием серы и углерода не рекомендуется. Недостатком являются возможные трещины в швах и сильное разбрызгивание. Швы, сделанные с электродами имеющими такое покрытие, подвержены образованию горячих трещин.
- Б – Основное. Предназначаются для сварки постоянным током с обратной полярностью в любом пространственном положении, кроме вертикального сверху-вниз, могут использоваться для сварки заготовок большой толщины.
- Р – Рутиловое. Допускается сварка в любом пространственном положении кроме вертикального сверху-вниз. Сварка может выполняться переменным или постоянным током. Не рекомендуют использовать в конструкциях, подверженных воздействию высоких температур.
- Ц – Целлюлозное. Сварка может выполняться переменным или постоянным током в любом пространственном положении. Рекомендованы для применения в монтажных работах. Не допускается перегрев электрода. Присутствуют большие потери на разбрызгивание. Не рекомендуется использовать при сваривании закаливающихся сталей.
- АЦ, РБ – Смешанный тип. Предназначены для сварки конструкций и трубопроводов в любом пространственном положении кроме потолочного. Отличаются низким расходом в работе.
Пространственная ориентация сварочных работ
Важно помнить, что далеко не все электроды можно использовать для сварки в любой пространственной ориентации. Какие сварочные работы электродом допускается выполнять, указывают их марки.
Существуют четыре вида пространственной ориентации для электродов:
- горизонтальное расположение;
- нижнее расположение;
- потолочное расположение;
- вертикальное расположение;
Маркировка сварочных электродов для ручной сварки указывает допуски работ в пространственной ориентации следующим образом:
- Электрод может использоваться для сварки в любом положении;
- Сварка допускается во всех положениях кроме вертикального сверху вниз;
- Допускается любое положение кроме потолочного и вертикального сверху вниз;
- Предназначен, только для швов нижнего и нижнего, так называемой «лодочкой».
Тип и полярность тока
После указания пространственной ориентации, маркировка сварочного электрода содержит также информацию относительно тока, для которого он предназначен. Существует следующая система обозначения постоянного тока сварки:
- 0 – обратная;
- 1 – любая, напряжение 50В;
- 2 – прямая (50В);
- 3 – обратная 50В;
- 4 – любая 70В;
- 5 – Прямая 70В;
- 6 – Обратная 70В;
- 7 – Любая 90В;
- 8 – прямая 90В;
- 9 – обратная 90В.

I’m extremely impressed together with your writing skills as neatly as
with the layout on your blog. Is this a paid topic or did you customize it your self?
Either way stay up the nice high quality writing, it is uncommon to look a nice blog like this one today.
Stan Store!
на нашем платформе вам ни в том,
ни в другом случае не надо чего-то
качать и инсталлировать на свой пк,
https://ramblermails.com/ планшет или смартфон.
research is underway to analyze the differentiating abilities of stem cells
found in the umbilical cord, yolk sac and placenta of diverse animals for https://AutismStemCellFrance.com/.
The world of medicine constantly is changing, and if you don’t pay attention to
https://TherapyStemCellFrance.com/, you get a wonderful opportunity something
to skip.
in the event that personality has problems with health, the https://StemCellPriceCheck.com/, the doctor’s task is to
diagnose and prescribe a prescription.