


Лазерная сварка
2813
26.03.2019
Лазерная сварка осуществляется путем резки мощного лазера, который называют лучом смерти, и получается он энергетическим способом «игрой» зеркал и других приспособлений, усиливающие его воздействие. Эта сварка очень популярная в разных областях промышленного производства и пользуется огромным успехом за свою высококачественную работу.
 Лазерная сварка берет свое начало с 60-х годов 20 века, когда трое ученых сумели сконцентрировать энергию в одно целое и направить его на необходимый объект, чтобы прочно скрепить. Суть процесса лазерной сварки включает в себя использование луча света для того, чтобы он стал достаточно мощным, чтобы резать сталь. Для достижения этой цели используются зеркала, так как они всегда все отражают. В устройстве лазерного устройства несколько зеркал. При прохождении луча света в атмосфере, частицы света фотоны выбиваются из него и постепенно теряют мощность. Поэтому, внутри лазерной установки обычный воздух заменяют приспособлением, которое усиливает лазерную среду. При прохождении луча через эту усиливающую среду происходит увеличение фотонов, а не потеря, что значительно приумножает мощность луча и она продолжает расти.
Лазерная сварка берет свое начало с 60-х годов 20 века, когда трое ученых сумели сконцентрировать энергию в одно целое и направить его на необходимый объект, чтобы прочно скрепить. Суть процесса лазерной сварки включает в себя использование луча света для того, чтобы он стал достаточно мощным, чтобы резать сталь. Для достижения этой цели используются зеркала, так как они всегда все отражают. В устройстве лазерного устройства несколько зеркал. При прохождении луча света в атмосфере, частицы света фотоны выбиваются из него и постепенно теряют мощность. Поэтому, внутри лазерной установки обычный воздух заменяют приспособлением, которое усиливает лазерную среду. При прохождении луча через эту усиливающую среду происходит увеличение фотонов, а не потеря, что значительно приумножает мощность луча и она продолжает расти.
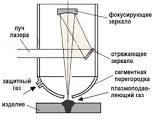
Также в лазерной установке имеется камера, называемая резонатор, предназначенный для отражения. В резонаторе луч отражает более 500 млн. отражений в секунду, а скорость достигает 300 млн. метров в секунду. Затем лазерное излучение необходимо сфокусировать и направить на деталь. Фокусируется лазер в пучок меньшего сечения. Попадая на деталь, луч сильно нагревает и затем расплавляет металл в нужном месте, таким образом, происходит лазерная сварка металла. Такая сварка выполняется на плотностях мощности лазерного излучения равной Е=106-107Вт/см2. Это дает возможность сваривать материалы толщиной от нескольких микрометров до десятков миллиметров.
Лазерная сварка металла выполняется в любом пространственном положении, частичным или сквозным проплавлением, импульсным или непрерывным излучением. Когда необходимо варить очень малые толщины, от 0,05мм. до 1,0мм, сварка проходит с расхождением фокуса лазерного луча. Когда применяют импульсное излучение, сварной шов появляется в виде сварных точек. Импульсное излучение оставляет непрерывный, ровный шов. Твердотельные лазеры проводят шовную сварку, со скоростью 5мм/сек., их частота импульсов примерно 20Гц.
Установка лазерной сварки
В комплектацию установки лазерной сварки входит лазер, газовая защита изделия, система фокусировки, перемещение луча и изделия. Такие установки бывают газовые и твердотельные. Газовые содержат рабочее тело в виде смеси СО2,N2,He. Твердотельные имеют основу — рубин, стекло с присадкой ионов неодима. Некоторые модели установки лазерной сварки: LRS-100-500, HTS-200-500, ТЛ-5М, ЛГТ-2.0,1, ЛТА-2 и др. В последние годы появляются еще более усовершенствованные лазерные агрегаты, которые имеют способность создать более мощный лазерный луч, с мощными фотонами и точнее его сфокусировать и переместить на свариваемую деталь. Скорость его работы намного быстрее. Такие установки производят полуавтоматическую сварку в импульсном режиме. Имеются также те, что работают в автоматическом режиме.
Преимущества лазерной сварки:
- можно варить очень точные конструкции;
- нет необходимости механической обработки после сварки;
- прекрасная производительность, высокая скорость;
- автоматизированный или полу автоматизированный процесс.
Недостатки:
- высокая стоимость такой установки.
The other day, while I was at work, my sister stole my iPad and tested
to see if it can survive a twenty five foot drop,
just so she can be a youtube sensation. My iPad is now
destroyed and she has 83 views. I know this is completely off topic but I had to share it
with someone!
casino en ligne
I am truly happy to glance at this web site posts which contains tons of valuable information, thanks for providing these data.
casino en ligne
Hi there, after reading this remarkable piece of writing i am too happy to share my know-how here with
colleagues.
casino en ligne fiable
This is my first time visit at here and i am truly impressed to read
everthing at one place.
casino en ligne fiable
My brother recommended I may like this web site. He was totally right.
This publish truly made my day. You cann’t believe simply how
much time I had spent for this info! Thank you!
casino en ligne fiable
Pretty section of content. I just stumbled upon your web site and in accession capital to say that I get actually enjoyed account your weblog posts.
Anyway I’ll be subscribing for your feeds
and even I achievement you get entry to persistently
rapidly.
casino en ligne francais
You made some really good points there. I checked on the internet for more information about the issue and
found most individuals will go along with your
views on this site.
casino en ligne
Hello There. I found your blog using msn. This is a really well written article.
I’ll make sure to bookmark it and come back to read more of your
useful info. Thanks for the post. I will definitely return.
casino en ligne francais
Hey, I think your site might be having browser compatibility issues.
When I look at your blog in Chrome, it looks fine but when opening in Internet
Explorer, it has some overlapping. I just wanted to give you a quick heads up!
Other then that, great blog!
casino en ligne
Everyone loves what you guys tend to be up too. This kind of clever
work and coverage! Keep up the amazing works guys I’ve incorporated you guys
to my own blogroll.
casino en ligne