


Точечная сварка
5493
18.02.2019
Точечная сварка представляет собой процесс соединения металлов путем нагрева, проходящим через него током и деформации оплавленной зоны давлением. При этом нагрев происходит только в заданной точке. Такой вид соединения относится к разряду сварки давлением. Первые упоминания такого способа соединения металлов относится к 1877 году, его предложил русский изобретатель Бенардос Н.Н.
Точечная сварка — это также разновидность контактной сварки. При таком способе два электрода, находящиеся с двух противоположных сторон, проводят электрический ток силой 1-200 кА. Соединения металлов таким способом очень популярно. Примерно 30% сварных соединений происходит таким путем и в настоящее время наблюдается увеличение этого процента. Точечная сварка находит свое применение в машиностроении, авиационной промышленности, приборостроении.
Технология точечной сварки
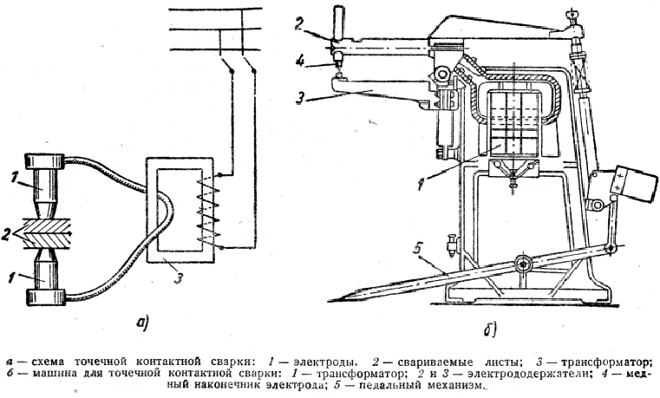
Технология точечной сварки включает в себя принципы контактной сварки. Процесс соединения проходит следующим образом:
- — с двух сторон детали находят сварочные электроды;
- — через них пропускают электрический ток, вызывающий тепловое воздействие по закону Джоуля-Ленца;
- — это тепловое воздействие между электродами сильно нагревают поверхность металла и оплавляют его;
- — образуется литое ядро сварной точки диаметром 4-12 мм., которое сильно сжимается механическим путем.
Таким образом, получается плотное соединение поверхностей металлов. Технология точечной сварки может достигать 600 соединений в минуту. Толщина металла варьируется от 0,02 мкм. до 20 мм. Такая сварка применяется в электронной промышленности. А толщина 20 мм. позволяет применять ее в сельскохозяйственном машиностроении.
Технология контактной точечной сварки
Технология контактной точечной сварки определяется прочностью соединения размером и структурой сварной точки. Это в основном зависит от следующих факторов:
- — размера поверхности сварочного электрода;
- — силы подаваемого тока;
- — время протекания через заготовку;
- — состояния поверхности заготовки и величина усилия сжатия.
Технология контактной точечной сварки имеет разные режимы соединения металлов.
1. Мягкий режим.
Продолжительность времени сварки немного больше. Умеренные силы тока плавно нагревают поверхность металла умеренным током, на рабочей поверхности не превышающий 100 А/мм2. Протекание тока обычно от 0,5 сек. до 3 сек. В процессе такого режима потребление мощности намного меньше, чем при жестком. Сварочные машины дешевле, так как не требуется большая нагрузка сети. Сварочная зона не подвергается сильной закалке, а поэтому этим режимом сваривают стали, склонные к закалке.
2. Жесткий режим.
При этом режиме время сварки намного меньше, чем при мягком. Этому способствует большее применение силы тока. Его плотность составляет 120-300 А/мм2 при сварке стали. Давление сварочных электродов составляет 3-8 кг/мм2 и протекание тока обычно 0,1-1,5 сек. Сварочные машины для такого режима испытывают значительную нагрузку сети, а поэтому потребление электроэнергии значительно выше. Существенное преимущество этого режима –повышенная производительность и уменьшение времени сварки. Таким способом соединяются высоколегированные стали, детали неодинаковой толщины, разноименные заготовки. Замечательно свариваются металлы с высокой теплопроводностью, например алюминий и медь, а также их сплавы.
Таким образом, технология контактной точечной сварки позволяет соединять разные металлы с достаточной прочность и скоростью выполнения сварочной работы.
Оставьте свой комментарий