


Стыковая сварка деталей без оплавления
6552
15.01.2018
Процесс сварки без оплавления является одним из способов стыковой контактной сварки. Относится к разряду сварки давлением. В основу сварочного метода без оплавления заложено тепловое воздействие электрического тока по закону Джоуля – Ленца и дальнейшее сдавливание свариваемых заготовок. Площадь сечения деталей, свариваемых таким способом, достигает 200мм2 и применяется для соединения проволоки, труб из низкоуглеродистой стали малого сечения, стержней. Такой вид сварки хорошо подходит для низколегированных конструкционных и малоуглеродистых сталей. Контактную сварку без оплавления успешно применяют для медных и алюминиевых сплавов, что придает широкую область применения этому способу.
Способ сварки стыковых соединений
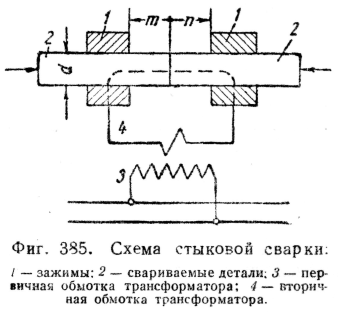
Разные Способ сварки стыковых соединений позволяют выполнить технологический процесс прочного и качественного сваривания металлов. Один из них – метод оплавления, а другой – без оплавления. Метод сварки без оплавления еще называют сварка сопротивлением, при котором заготовка сильно разогревается и затем производится ее осадка с одновременным отключением тока. Способ сварки стыковых соединений методом сопротивления (без оплавления) включает последовательные шаги подготовки деталей и их соединения:
- Чтобы процесс сварки прошел успешно, необходимо тщательно очистить соединяемую поверхность от грязи, окислов. Удалить неровности и шероховатости поверхности, так как это препятствует равномерному нагреву. Особо тщательно нужно очистить, когда площадь поверхности большая. Если не будет плотного прилегания торцов, тогда будет происходить окисление металла на поверхности стыка;
- Затем детали устанавливаются в электродных зажимах и сжимаются. Усилие сжатия при этом значительно больше, в отличие от сварки оплавлением. Это способствует оптимальному нагреву поверхности;
- Пропускается электрический ток, который способствует быстрому выделению теплоты на концах деталей. Происходит пластическая деформация и увеличение площади электрических контактов. В результате наблюдается общее падение сопротивления до нуля. Нагрев металла происходит до температуры 0,8 — 0,9 Т п.л. (Т п.л. температура плавления металла). При такой температуре оксиды находятся на поверхности твердого металла. Выдавливание оксидов происходит не в полной мере;
- Начинается осадка под током, т.е. выдавливание металла из стыка;
- Затем следует осадка без тока. Давление может возрастать или оставаться равным давлению нагрева, в зависимости от типа металла. Осадка должна быть оптимальной по величине и локализоваться в зоне стыка, это позволяет выдавить перегретый металл и оксиды. Вокруг стыка образуется грат.
Способ сварки стыковых соединений отличаются тем, что ведущим фактором образования металлических связей сварного соединения является давление. А процесс расплавления металла способствует рекристаллизации металла в месте стыка.
Гост контактно стыковая сварка
Стандартизация определяет условия проведения сварочных работ методом стыковой сварки сопротивлением и оплавлением. Гост контактно стыковая сварка указывает определения и термины по ИСО 15607 и ИСО 6520-2. Предварительные технические требования к процессу стыковой сварки должны быть разработаны в соответствии с ИСО 15609-5. Гост контактно стыковая сварка имеет свои требования для испытания контрольных сварных соединений. Аттестация наладчиков контактной сварки соответствует ГОСТу ЕН 1418. Современный стандарт содержит требования к процессу контактной сварки в соответствии с ИСО 4063. Гост контактно стыковая сварка Р ИСО 15614-13 и ГОСТ Р ИСО 15614-14 имеет целый ряд нормативных ссылок на международные стандарты проведения стыковых сварочных работ.
Оставьте свой комментарий