


Лазерная сварка
2628
26.03.2019
Лазерная сварка осуществляется путем резки мощного лазера, который называют лучом смерти, и получается он энергетическим способом «игрой» зеркал и других приспособлений, усиливающие его воздействие. Эта сварка очень популярная в разных областях промышленного производства и пользуется огромным успехом за свою высококачественную работу.
 Лазерная сварка берет свое начало с 60-х годов 20 века, когда трое ученых сумели сконцентрировать энергию в одно целое и направить его на необходимый объект, чтобы прочно скрепить. Суть процесса лазерной сварки включает в себя использование луча света для того, чтобы он стал достаточно мощным, чтобы резать сталь. Для достижения этой цели используются зеркала, так как они всегда все отражают. В устройстве лазерного устройства несколько зеркал. При прохождении луча света в атмосфере, частицы света фотоны выбиваются из него и постепенно теряют мощность. Поэтому, внутри лазерной установки обычный воздух заменяют приспособлением, которое усиливает лазерную среду. При прохождении луча через эту усиливающую среду происходит увеличение фотонов, а не потеря, что значительно приумножает мощность луча и она продолжает расти.
Лазерная сварка берет свое начало с 60-х годов 20 века, когда трое ученых сумели сконцентрировать энергию в одно целое и направить его на необходимый объект, чтобы прочно скрепить. Суть процесса лазерной сварки включает в себя использование луча света для того, чтобы он стал достаточно мощным, чтобы резать сталь. Для достижения этой цели используются зеркала, так как они всегда все отражают. В устройстве лазерного устройства несколько зеркал. При прохождении луча света в атмосфере, частицы света фотоны выбиваются из него и постепенно теряют мощность. Поэтому, внутри лазерной установки обычный воздух заменяют приспособлением, которое усиливает лазерную среду. При прохождении луча через эту усиливающую среду происходит увеличение фотонов, а не потеря, что значительно приумножает мощность луча и она продолжает расти.
Также в лазерной установке имеется камера, называемая резонатор, предназначенный для отражения. В резонаторе луч отражает более 500 млн. отражений в секунду, а скорость достигает 300 млн. метров в секунду. Затем лазерное излучение необходимо сфокусировать и направить на деталь. Фокусируется лазер в пучок меньшего сечения. Попадая на деталь, луч сильно нагревает и затем расплавляет металл в нужном месте, таким образом, происходит лазерная сварка металла. Такая сварка выполняется на плотностях мощности лазерного излучения равной Е=106-107Вт/см2. Это дает возможность сваривать материалы толщиной от нескольких микрометров до десятков миллиметров.
Лазерная сварка металла выполняется в любом пространственном положении, частичным или сквозным проплавлением, импульсным или непрерывным излучением. Когда необходимо варить очень малые толщины, от 0,05мм. до 1,0мм, сварка проходит с расхождением фокуса лазерного луча. Когда применяют импульсное излучение, сварной шов появляется в виде сварных точек. Импульсное излучение оставляет непрерывный, ровный шов. Твердотельные лазеры проводят шовную сварку, со скоростью 5мм/сек., их частота импульсов примерно 20Гц.
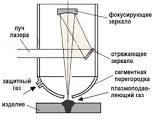
Установка лазерной сварки
В комплектацию установки лазерной сварки входит лазер, газовая защита изделия, система фокусировки, перемещение луча и изделия. Такие установки бывают газовые и твердотельные. Газовые содержат рабочее тело в виде смеси СО2,N2,He. Твердотельные имеют основу — рубин, стекло с присадкой ионов неодима. Некоторые модели установки лазерной сварки: LRS-100-500, HTS-200-500, ТЛ-5М, ЛГТ-2.0,1, ЛТА-2 и др. В последние годы появляются еще более усовершенствованные лазерные агрегаты, которые имеют способность создать более мощный лазерный луч, с мощными фотонами и точнее его сфокусировать и переместить на свариваемую деталь. Скорость его работы намного быстрее. Такие установки производят полуавтоматическую сварку в импульсном режиме. Имеются также те, что работают в автоматическом режиме.
Преимущества лазерной сварки:
- можно варить очень точные конструкции;
- нет необходимости механической обработки после сварки;
- прекрасная производительность, высокая скорость;
- автоматизированный или полу автоматизированный процесс.
Недостатки:
- высокая стоимость такой установки.
Оставьте свой комментарий