


Конденсаторная сварка
5334
02.01.2018
Конденсаторная сварка относится к контактной сварке. Это разновидность сварки давлением. Название конденсаторная сварка указывает на то, что такой способ сварки накапливает энергию в конденсаторах при их зарядке от источника напряжения. Затем, в процессе разряда, эта энергия преобразуется в теплоту, которая используется для сварки. При протекании тока, эта теплота выделяется в контакте между соединяемыми заготовками и происходит соединение деталей.
Точечная сварка конденсаторная
Точечная сварка конденсаторная берет свое начало в конце 30-х годов 20 века. Поначалу таким способом соединяли крепежные элементы, такие как шпильки, лепестки заземления, втулки. Затем, усовершенствуя, данным способом начали соединять мелкие детали к металлам малых толщин.
Точечная сварка конденсаторная успешно применяется в приборостроении и, в дальнейшем, электронных компонентов. Сваривая детали таким способом, значительную роль играет деталь, у которой сечение меньше. Она должна соответствовать требованиям режима работы сварочной машины. Другая заготовка может иметь разную толщину. Это позволяет расширить применение конденсаторной сварки, применяя ее в разных сферах. Точечная сварка конденсаторная замечательно подходит когда, необходимо соединить мелкие детали на металле малой толщины. При этом сохраняется высокое качество соединения, производительность значительная экономичность.
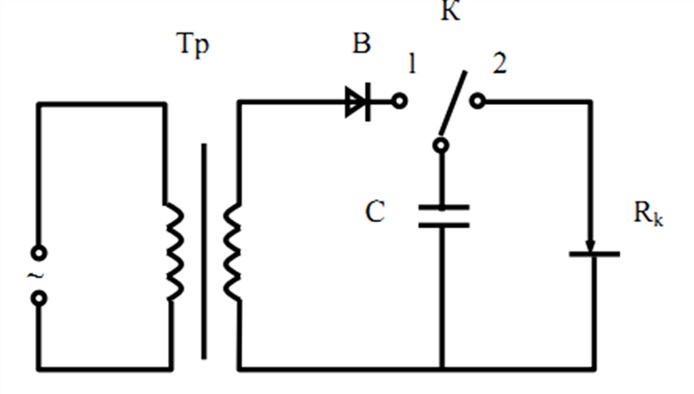
Конденсаторная точечная сварка схема
Конденсаторная точечная сварка схема выполнения технологического процесса включает в себя основные шаги:
- подготавливается свариваемая поверхность деталей. Особенным условием является наличие осевого выступа в виде цилиндра с диаметром 0,6 – 0,75 мм. и высотой от 0,55 мм. до 0,75 мм. Это дает возможность точно определить точное место приварки шпильки к металлу. Также это способствует розжигу и придает устойчивое горение сварочной дуги по поверхности привариваемой детали;
- детали закрепляются. Подается разряд конденсаторов с огромной скоростью (1 -3 мс);
- происходит мгновенная осадка и затвердевание сварного шва.
Зона термического влияния при таком способе сварки минимальная. Дозированная подача энергии и процесс осадки повышает качество сварного соединения.
Конденсаторная точечная сварка схема соединения бывает трансформаторной и бестрансформаторной.
- Трансформаторный метод.
- При этом методе процесс сварки обеспечивается большей энергией. Этому способствует заряд конденсатора при большем напряжении и разряд через понижающий трансформатор, который вызывает более высокие токи сварки.
- Бестрансформаторный метод.
- При этом способе применяется более простая конструкция сварочной машины. Конденсатор подключен к самой заготовке. Разряд происходит в момент соединения деталей. Он оплавляет торцы, после чего происходит осадка.
Недостатками такого способа сварки является:
- необходимость в специальном оборудовании;
- ограничения привариваемых деталей в сечении.
Основные преимущества:
- большая скорость соединения деталей;
- высокая производительность;
- краткость импульса, способствующая минимальной зоне термического влияния;
- простота устройства сварочной машины;
- при большом сварочном токе нагрузка электросети равномерная.
Оставьте свой комментарий