

Индукционная сварка металлов, принцип работы технологии и основные положения для работы
11614
02.01.2018
Индукционная сварка металлов включает в себя способ термической обработки металла, при котором заготовка нагревается путем электромагнитной индукции, в результате чего сдавливается. Для этого используют токи высокой частоты от десятков Гц до сотен кГц, они наиболее удобны для введения в металл. В практике всегда пользуются таким током от машинных или ламповых генераторов. Такая сварка длится всего несколько секунд по той причине, что процесс нагрева не связан ни с толщиной материала, ни с его теплопроводностью. Более экономичный расход происходит за счет того, что тепло выделяется на соединяемых поверхностях.
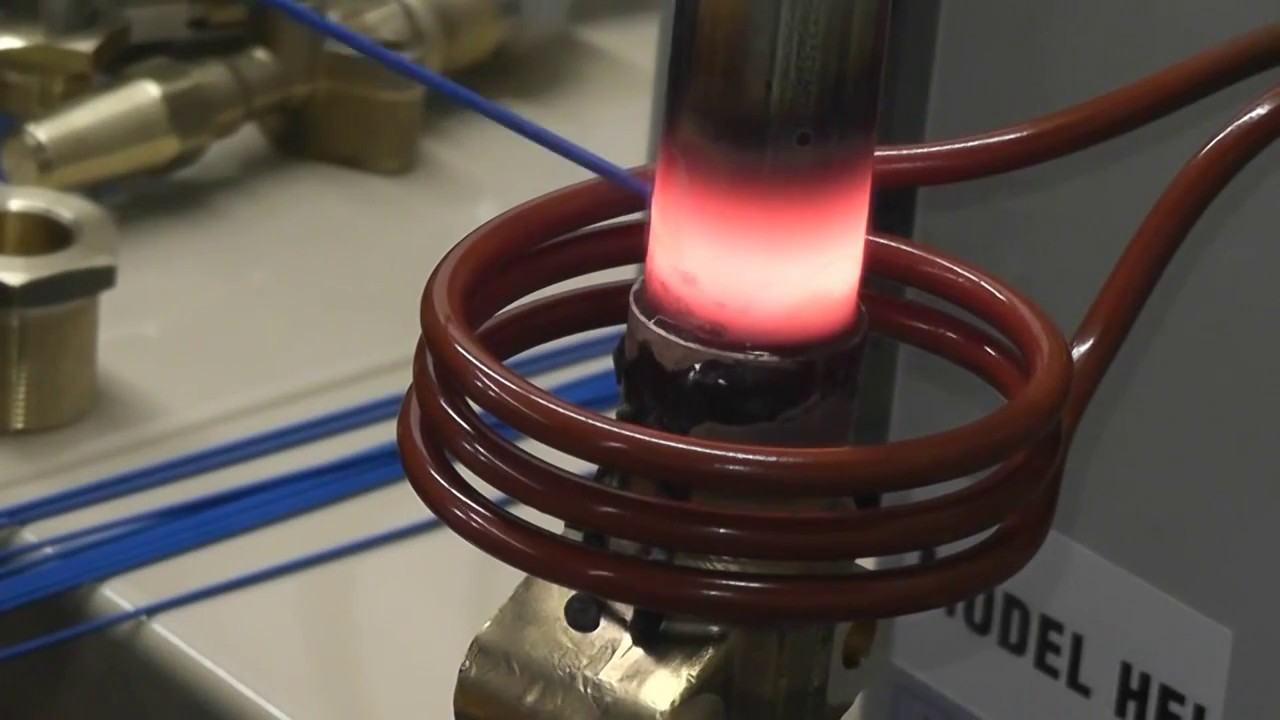
Частое применение такой сварки приходится в производстве стальных труб. Поскольку стальная труба имеет высокое индуктивное сопротивление, ток высокой частоты не растекается по периметру, трубы обжимаются и свариваются. Индукционная сварка металлов, а именно труб, выполняется при помещении деталей в индуктор.
Когда свариваемые части проходят индуктор, в месте соединения индуктируются вихревые токи, имеющие противоположное направление току в индукторе. На своем пути токи встречают щель соединения и направляются к ней. Концентрация тока приходится в основном на свариваемых участках поверхности, наступает быстрый нагрев металла до необходимой температуры сварки.
Оборудование для такой сварки имеют разные оттенки своего применения, но принцип их работы основывается на подаче тока на металл, с целью ее нагрева и сварке или пайке в нужном месте, делая это достаточно быстро и надежно. Популярным на практике индукционное оборудование «Termomaccin» в трубном производстве. Оно предназначено для отжига ребристых гладких труб из углеродистой, нержавеющей стали и их сварки, а также горячей формовки торцов, отжига трубочек для холодильных установок, торцов труб после гидроформовки.
Индукционная сварка металлов включает в себя основную схему работы:
- края свариваемых кромок необходимо зачистить до блеска, хотя допускается окалина;
- чтобы повысить эффект нагрева, в трубную заготовку вводят ферритовый магнитный сердечник;
- подается ток, возможен до сотни кГц, для сильного нагрева металла.
Толщина свариваемой трубы 0,5-15 мм, для высокоуглеродистой и низкоуглеродистой стали, применяется также для нержавеющих и кислостойких сплавов, медных труб, деталей из бронзы, латуни и сплавов алюминия. Необходимо учитывать, что с увеличением диаметра трубы, значительно снижается эффективность охватывающих индукторов. Эффект применения внутренних индукторов — это возможность уменьшить потери в теле трубной заготовки. Индукционный метод сварки замечательно находит замену в промышленном производстве дуговой сварке и контактной. Применяется она в машиностроении, строительных конструкциях, нефтедобыче, газовой промышленности.
Преимущества индукционной сварки металлов:
- быстрота нагрева металла, длится несколько секунд;
- повышенный срок службы индуктора;
- чистота свариваемого шва, нет царапин;
- высокоавтоматизированный способ сварки.
Недостатки следующие:
- равномерный зазор между индуктором и поверхность детали сложно поддерживать;
- трудность сосредоточения разогрева в самой зоне сварки;
- высокое потребление мощности электроэнергии.
Оставьте свой комментарий