

Роликовая сварка
8341
11.01.2018
Роликовая сварка – это разновидность контактной сварки, при котором соединение деталей состоит из ряда отдельных сварных точек, которые перекрывают одна другую. Сварной шов образуется путем механического воздействия. Поэтому, такая сварка относится к разряду сварки давлением. Она осуществляется на специальных сварочных станках, оснащенных одним или двумя вращающимися дисковыми роликами, которые служат как электроды. Методом роликовой сварки можно сваривать металл толщиной от 0,2 мм до 3 мм. Сталь такой толщины часто применяют для изготовления бензобаков, различных труб, бочек и др.
Точечная роликовая сварка
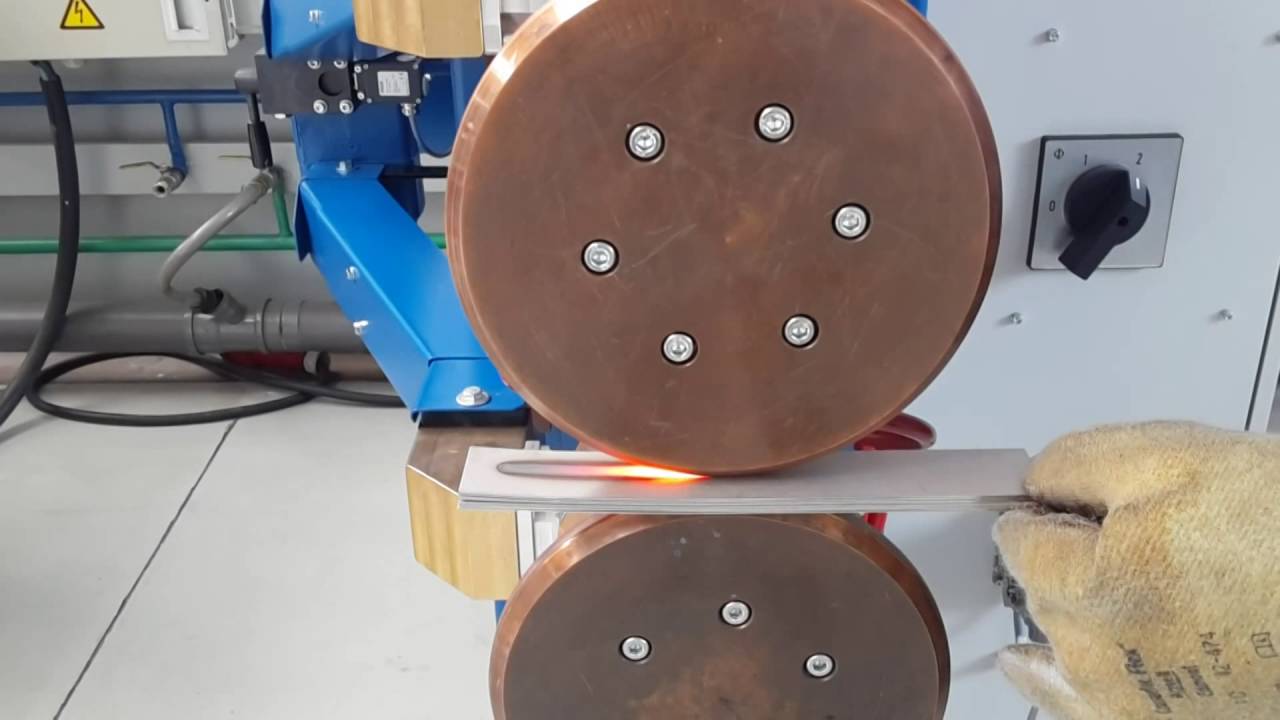
Точечная роликовая сварка позволяет прочно соединять детали красивым и аккуратным швом. Процесс работы заключается в следующих действиях:
- подготавливается заготовка для соединения с чистой поверхностью. Жирные пятна и окислы препятствуют прохождению сварного тока и соответственно хорошему соединению металла;
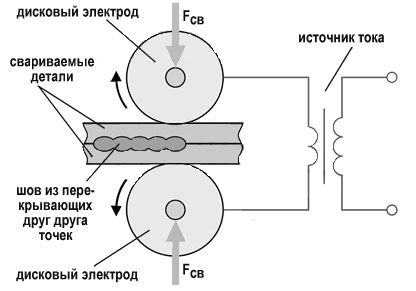
- заготовки накладывают друг на друга и зажимают дисковыми электродами. Усилия зажима соответствуют толщине металла;
- затем подается сварочный ток на ролики, служащие электродами. Металл в зоне контакта с заготовкой начинает нагреваться и расплавляться. Прилагается определенное механическое давление, соединяющее металл;
- прокатывания заготовки между роликами образуются сварные точки. Они могут в некоторых местах перекрывать друг друга.
Точечная роликовая сварка достаточно быстро производит сварное соединение. Для этого не требуются специальные средства защиты места расплава от окисления. Это позволяет сделать сварочный процесс менее трудоемким. Сварные точки способны очень прочно соединять детали и выдерживать определенную нагрузку.
Шовная роликовая сварка
Шовная роликовая сварка – это то же самое что и роликовая сварка. Принцип сварки не отличается от точечной роликовой. Шовная роликовая сварка выполняется тремя способами:
1) Непрерывным;
2) Прерывным;
3) Шаговым.
Непрерывный способ протекает при непрерывном движении деталей, а также подаче тока. Сваривает металлический лист толщиной до 1мм. из малоуглеродистой стали. В основном применяют этот способ для изделий, не имеющих большой ответственности. Недостаток состоит в частом перегреве сварочных электродов и деталей. Поэтому этот метод применяется редко.
Прерывным способом соединяют детали, которые постоянно вращаются в процессе сварки, но сварочный ток прерывается. Толщина свариваемых листов до 3мм. Благодаря продуманной сбалансированности соотношения скорости вращения роликов к частоте импульсов тока, позволяет обеспечить хорошую герметичность швов. Этот способ более эффективный и получил большее распространение. Сварочные ролики и заготовки не перегреваются. Качество швов хорошее.
Шаговый способ подразумевает прерывистое движение деталей ( пошагово). В момент остановки ролика подается большая величина тока, которая соединяет металл. Можно сваривать листы до 3мм. толщины. При этом перегрев роликов и детали минимальный. Такой способ успешно применяют для соединения алюминиевых сплавов, а также плакированных металлов. Шовная роликовая сварка оснащена роликами, испытывающие большие нагрузки. Поэтому, их изготавливают из металлов, способных переносить такие нагрузки. Для этого используют сплавы меди и бронзы. Они способны иметь стойкость к деформациям и перегревам.
Оставьте свой комментарий