

Стыковая сварка
5725
05.02.2019
Стыковая сварка является разновидностью контактной сварки методом нагрева и давления соединяемой поверхности. Тепловое воздействие электрического тока сильно разогревает поверхность металла, после чего сжимаемые поверхности прочно соединяются на межатомном уровне. Такой способ сварки появился более 100 лет назад. Индивидуальным случаем такого соединения является стыковая конденсаторная сварка. Стыковая сварка применяется в трубопроводах, в ремонтных работах, где необходимо приварить патрубки с резьбой к бурильной трубе и др.
Технология стыковой сварки
Технология стыковой сварки включает в себя сильный разогрев свариваемой поверхности и механического воздействия на деталь для достижения сварного соединения. Предъявляемые требования чтобы технология стыковой сварки прошла успешно, включает в себя:
- тщательная подготовка торцов поверхности металла. Они должны быть подогнаны максимально ровно. Это обеспечит прочность соединения. Удаление загрязнений на поверхности, окислов, что также повышает качество сварного соединения. Особенно это важно учитывать когда площадь поверхности 200 миллиметров квадратных;
- закрепление свариваемых деталей в сварочной машине, установка их соосности;
- пропускание электрического тока высокой частоты, который нагревает и расплавляет соединяемые поверхности;
- механическое сжатие заготовок, при котором происходит пластическая деформация, разрушение оставшихся окислов и атомное соединение двух поверхностей;
- процесс кристаллизации и образование кристаллической решетки сварного соединения.
Такая технология стыковой сварки дает возможность соединять детали различного предназначения. А качество соединения позволяет долгой эксплуатации изделия.
Способы стыковой сварки
На способы стыковой сварки влияют:
- марка свариваемого металла, его состав;
- какая площадь сечения в месте соединения металла;
- какие предъявляются требования к качеству сварного соединения.
Первый способ – это сварка сопротивлением.
Его используют когда соединяют деталь площадью сечения до 200 миллиметров квадратных. Для этого детали прочно закрепляют в специальных зажимах сварочной машины. Свариваемые поверхности плотно прижимают друг к другу. Затем пропускают электрический ток, который может быть 1000 – 10000 А. Температура нагрева торцов детали ниже температуры плавления металла. После нагрева производится сжатие заготовок с одновременным отключением тока. Сварка сопротивлением применяется при соединении стержней и труб из низкоуглеродистой стали малого сечения, а также проволоки.
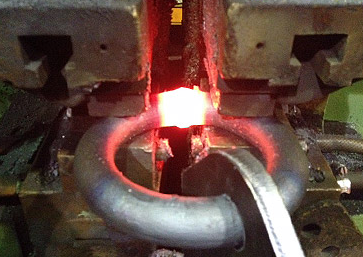
Второй способ – это сварка оплавлением.
 Сварочный процесс такого способа похож на первый способ. Только при этом методе сварки сначала подается ток, а потом следует соединение деталей. Перемещают при этом только одну из деталей с медленной скоростью. Средняя температура оплавления растет постепенно, достигая равномерного слоя расплавленного металла. Такой способ может быть непрерывным или прерывистым. Соединяемая заготовка в сечении может достигать 100000 миллиметров квадратных. Детали свариваемые таким способом: колеса, кольца, трубы, рельсы и др.
Сварочный процесс такого способа похож на первый способ. Только при этом методе сварки сначала подается ток, а потом следует соединение деталей. Перемещают при этом только одну из деталей с медленной скоростью. Средняя температура оплавления растет постепенно, достигая равномерного слоя расплавленного металла. Такой способ может быть непрерывным или прерывистым. Соединяемая заготовка в сечении может достигать 100000 миллиметров квадратных. Детали свариваемые таким способом: колеса, кольца, трубы, рельсы и др.
Такие способы стыковой сварки позволяют расширить номенклатуру свариваемых материалов.
Стыковая сварка металла
Стыковая сварка металла является практичным способом для соединения железнодорожных рельсов, чтобы получить соединение не имеющее стыка. Предоставляет возможность производства заготовок длинных размеров из стали, цветных металлов и их сплавов. Стыковая сварка металла применяется для изготовления якорных цепей, в производстве режущего инструмента, змеевиков больших холодильных установок. В целом, такой способ сварки имеет очень широкий спектр применения.
I am extremely inspired together with your writing talents as well as with the structure to your weblog. Is that this a paid topic or did you modify it your self? Either way keep up the excellent high quality writing, it is uncommon to see a great weblog like this one nowadays!
https://codeofdestiny.art/