

Электрошлаковая сварка металла
3891
19.09.2019
Электрошлаковая сварка металла замечательно подходит для сваривания толстых деталей от 15 мм. толщины до 600 мм. и даже больше. Сварочная технология этого метода подразумевает нагрев зоны плавки теплом шлаковой ванны, которая нагревается электрическим током. Шлак служит хорошей защитой зоны затвердевания от окисления и водорода, который отрицательно влияет. Водород в металле может спровоцировать образование трещин, поэтому при расплавлении металла необходима защита.
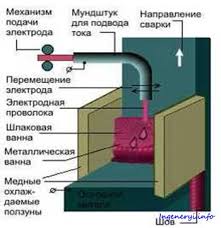
Процесс электрошлаковой сварки металла уникален тем, что не имеет сварочной дуги. Для этого используется теплота, появляющаяся при прохождении сварочного тока через расплавленный шлак, проводящий ток. Для начала берутся две детали, которые нужно сварить, предварительно соединяя специальными скобами. В разъем между деталями вставляют электрод. Электрод, находящийся под напряжением 400 А, погружают в шлаковую ванну, он сильно разогревает шлак, его температура становится выше температуры плавления металла. После этого кромки металла плавятся и оставляют прочный сварной шов. Таким образом, шлак исполняет роль сварки.
Сварку выполняют вертикально снизу вверх. По мере затвердения сварочный агрегат перемещается вверх, оставляя сварочный шов. Подбирается оптимальная скорость подачи электрода, что позволяет промежутку между торцом электрода и поверхностью ванны оставаться постоянным. Такой способ сварки позволяет сваривать металл неограниченной толщины. По мере продвижения сварки понемногу подсыпают флюс. Вместе со сварочным агрегатом перемещаются медные ползуны-кристаллизаторы, они охлаждаются водой. Скорость перемещения агрегата 1-1,2 м/час.
Преимущества и некоторые особенности электрошлаковой сварки
Электрошлаковая сварка металла позволяет создать очень прочный сварочный шов, он способен нести большую нагрузку. Прочность шва объясняется тем, что в сварочной ванне идет процесс вытеснения водорода, который препятствует крепости шва. Механические характеристики великолепны. Когда удаляется источник нагрева, происходит остывание и затвердевание в нижней части шва, которое начинается от частично оплавленных зерен основного металла и переходит к шву, по линии сплавления.
В процессе сварки околошовная зона или зона термического влияния немного меняет свою структуру, а значит и свойства металла. При этом не происходит деформация структуры изделия.
Электрошлаковая сварка металла имеет преимущества:
- толщина свариваемых изделий очень большая;
- можно сваривать разные металлы: чугун, сталь, мед, титан, алюминий и их сплавы;
- выполнение сварки за один проход;
- нет необходимости удалять шлак;
- нет необходимости подготовки детали (снять фаску на кромках);
- можно использовать один или несколько проволочных электродов;
- получение высококачественного шва, с замечательными механическими свойствами.
Недостатки электрошлаковой сварки металла:
- может варить только вертикально;
- после сварки некоторых металлов в зоне термического влияния происходит изменение механических свойств, ослабляющих металл, поэтому необходимо провести дополнительную термическую обработку.
Таким образом, электрошлаковая сварка — подходящий способ для получения необходимого результата.
Оставьте свой комментарий