


Электрошлаковая сварка металла
7538
19.09.2019
Электрошлаковая сварка металла замечательно подходит для сваривания толстых деталей от 15 мм. толщины до 600 мм. и даже больше. Сварочная технология этого метода подразумевает нагрев зоны плавки теплом шлаковой ванны, которая нагревается электрическим током. Шлак служит хорошей защитой зоны затвердевания от окисления и водорода, который отрицательно влияет. Водород в металле может спровоцировать образование трещин, поэтому при расплавлении металла необходима защита.
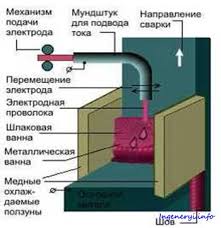
Процесс электрошлаковой сварки металла уникален тем, что не имеет сварочной дуги. Для этого используется теплота, появляющаяся при прохождении сварочного тока через расплавленный шлак, проводящий ток. Для начала берутся две детали, которые нужно сварить, предварительно соединяя специальными скобами. В разъем между деталями вставляют электрод. Электрод, находящийся под напряжением 400 А, погружают в шлаковую ванну, он сильно разогревает шлак, его температура становится выше температуры плавления металла. После этого кромки металла плавятся и оставляют прочный сварной шов. Таким образом, шлак исполняет роль сварки.
Сварку выполняют вертикально снизу вверх. По мере затвердения сварочный агрегат перемещается вверх, оставляя сварочный шов. Подбирается оптимальная скорость подачи электрода, что позволяет промежутку между торцом электрода и поверхностью ванны оставаться постоянным. Такой способ сварки позволяет сваривать металл неограниченной толщины. По мере продвижения сварки понемногу подсыпают флюс. Вместе со сварочным агрегатом перемещаются медные ползуны-кристаллизаторы, они охлаждаются водой. Скорость перемещения агрегата 1-1,2 м/час.
Преимущества и некоторые особенности электрошлаковой сварки
Электрошлаковая сварка металла позволяет создать очень прочный сварочный шов, он способен нести большую нагрузку. Прочность шва объясняется тем, что в сварочной ванне идет процесс вытеснения водорода, который препятствует крепости шва. Механические характеристики великолепны. Когда удаляется источник нагрева, происходит остывание и затвердевание в нижней части шва, которое начинается от частично оплавленных зерен основного металла и переходит к шву, по линии сплавления.
В процессе сварки околошовная зона или зона термического влияния немного меняет свою структуру, а значит и свойства металла. При этом не происходит деформация структуры изделия.
Электрошлаковая сварка металла имеет преимущества:
- толщина свариваемых изделий очень большая;
- можно сваривать разные металлы: чугун, сталь, мед, титан, алюминий и их сплавы;
- выполнение сварки за один проход;
- нет необходимости удалять шлак;
- нет необходимости подготовки детали (снять фаску на кромках);
- можно использовать один или несколько проволочных электродов;
- получение высококачественного шва, с замечательными механическими свойствами.
Недостатки электрошлаковой сварки металла:
- может варить только вертикально;
- после сварки некоторых металлов в зоне термического влияния происходит изменение механических свойств, ослабляющих металл, поэтому необходимо провести дополнительную термическую обработку.
Таким образом, электрошлаковая сварка — подходящий способ для получения необходимого результата.
I’m extremely inspired together with your writing skills and also with the layout on your blog.
Is this a paid topic or did you modify it yourself?
Either way stay up the nice quality writing, it is uncommon to look a nice
blog like this one these days. Fiverr Affiliate!
Here is my site … Beehiiv
платформа для покупки аккаунтов маркетплейс для реселлеров
перепродажа аккаунтов заработок на аккаунтах
продажа аккаунтов соцсетей безопасная сделка аккаунтов
платформа для покупки аккаунтов https://magazin-akkauntov-online.ru/
продажа аккаунтов платформа для покупки аккаунтов
маркетплейс аккаунтов площадка для продажи аккаунтов
маркетплейс аккаунтов продажа аккаунтов
Account Exchange Service Gaming account marketplace
Database of Accounts for Sale Accounts marketplace
Secure Account Sales Account trading platform
Account Sale Account trading platform
Account Trading Accounts market
Account Purchase Ready-Made Accounts for Sale
Guaranteed Accounts Marketplace for Ready-Made Accounts
Website for Buying Accounts Buy Pre-made Account
Account Purchase Website for Buying Accounts
Account Purchase Account Buying Service
Verified Accounts for Sale Find Accounts for Sale
profitable account sales account trading platform
buy accounts find accounts for sale
account exchange service account exchange
account trading platform account market
verified accounts for sale ready-made accounts for sale
social media account marketplace account trading platform
account trading platform profitable account sales
account trading service profitable account sales
account catalog accounts market
account buying service account trading
account market accounts market
gaming account marketplace gaming account marketplace
verified accounts for sale account market
account trading accounts for sale
account exchange service buy accounts
purchase ready-made accounts accounts for sale
account trading platform account store
sell pre-made account account trading service
buy accounts secure account sales
account marketplace account catalog
account catalog account sale
account selling platform account market
guaranteed accounts account catalog
marketplace for ready-made accounts account selling service
account trading platform accounts marketplace
purchase ready-made accounts account selling service
buy pre-made account buy pre-made account
account acquisition account exchange service
account trading https://buy-best-accounts.org/
buy and sell accounts https://accounts-offer.org
website for buying accounts https://accounts-marketplace.xyz
account acquisition account marketplace
sell accounts account marketplace
purchase ready-made accounts https://accounts-marketplace.live
accounts market https://social-accounts-marketplace.xyz/
sell pre-made account https://buy-accounts-shop.pro
buy and sell accounts https://accounts-marketplace.art
buy and sell accounts https://social-accounts-marketplace.live/
account trading service https://buy-accounts.live
sell pre-made account https://accounts-marketplace.online
account exchange https://accounts-marketplace-best.pro
магазин аккаунтов kupit-akkaunt.xyz
магазин аккаунтов https://akkaunty-na-prodazhu.pro
биржа аккаунтов https://rynok-akkauntov.top
маркетплейс аккаунтов магазины аккаунтов
биржа аккаунтов https://akkaunt-magazin.online
маркетплейс аккаунтов соцсетей https://kupit-akkaunty-market.xyz
маркетплейс аккаунтов соцсетей akkaunty-optom.live
маркетплейс аккаунтов online-akkaunty-magazin.xyz
маркетплейс аккаунтов akkaunty-dlya-prodazhi.pro
площадка для продажи аккаунтов https://kupit-akkaunt.online
facebook ads accounts https://buy-ad-account.top
buy facebook accounts cheap https://buy-adsaccounts.work
facebook accounts to buy cheap facebook account
buy facebook accounts cheap facebook ad account for sale
buying fb accounts https://ad-account-buy.top
buy facebook accounts buy a facebook account
buying facebook accounts facebook ad account for sale
fb accounts for sale fb accounts for sale
buying fb accounts facebook ads account buy
google ads agency account buy buy verified google ads account
buy account google ads https://buy-ads-accounts.click
buy google ads https://ads-account-for-sale.top
buy aged google ads account https://ads-account-buy.work
google ads agency accounts https://buy-ads-invoice-account.top
buy google ads invoice account https://buy-account-ads.work
buy aged google ads accounts https://buy-ads-agency-account.top
buy account google ads https://sell-ads-account.click
buy google ads invoice account https://ads-agency-account-buy.click/
buy old google ads account buy google adwords account
buy business manager facebook https://buy-business-manager.org
buy facebook business manager verified buy-bm-account.org
buy facebook verified business account https://buy-business-manager-acc.org/
business manager for sale https://buy-verified-business-manager-account.org
buy verified bm facebook https://buy-verified-business-manager.org/
verified bm buy-bm.org
buy facebook verified business account https://business-manager-for-sale.org/
buy verified facebook https://buy-business-manager-verified.org/
facebook business manager account buy verified-business-manager-for-sale.org
buy bm facebook buy-business-manager-accounts.org
buy tiktok business account https://buy-tiktok-ads-account.org
tiktok ads account for sale https://tiktok-ads-account-buy.org
tiktok agency account for sale https://buy-tiktok-ad-account.org
tiktok agency account for sale buy tiktok ads account
buy tiktok business account https://tiktok-agency-account-for-sale.org
tiktok ads account for sale https://buy-tiktok-ads-accounts.org
buy tiktok business account https://buy-tiktok-ads.org
buy tiktok ads https://buy-tiktok-business-account.org
buy tiktok business account https://tiktok-ads-agency-account.org
https://kampascher.shop/# kamagra oral jelly
kamagra gel: kamagra en ligne — commander Kamagra en ligne
test antigenos farmacia comprar online: benu farmacia online — comprar apoquel 16 mg 20 comprimidos sin receta
cleanance hydra creme lavante: Pharmacie Express — diprosalic, lotion sans ordonnance
infection urinaire médicaments sans ordonnance: aderma epitheliale ah — puis-je me faire vacciner en pharmacie sans ordonnance
norvasc 5 mg prezzo: riopan sospensione orale — tostrex gel vendita online
dicloreum 150 senza ricetta: Farmacia Subito — farmacia online ferrara
prendre de l’amoxicilline sans ordonnance: solupred sans ordonnance — uriage 3 regul
aderma epitheliale ah: infection urinaire sans ordonnance pharmacie — équivalent derinox sans ordonnance
farmacia online con pagamento alla consegna kenacort senza ricetta prezzo or rifadin 300 prezzo
https://www.google.co.vi/url?q=http://farmaciasubito.com fyremadel prezzo
cerotto anticoncezionale prezzo wellbutrin 150 mg prezzo and tadalafil 5 mg 28 compresse prezzo tretinoina crema italia
comment obtenir une ordonnance acheter la pilule sans ordonnance en pharmacie or codГ©ine sans ordonnance europe
https://community.nfpa.org/external-link.jspa?url=https://pharmacieexpress.shop achat viagra en france
achat viagra homme acheter priligy sans ordonnance and commander tadalafil sans ordonnance sildГ©nafil viagra
heliocare gel seda 30 mi farmacia online: Confia Pharma — farmacia cucuta online
peut on acheter du doliprane sans ordonnance: pharmacie garde sans ordonnance — médicament cystite sans ordonnance
sildenafil viagra eau de cologne roger gallet extra vieille prix radio avec ordonnance
eridosis comprar sin receta: espidifen se puede comprar sin receta — mascarilla ffp3 comprar farmacia online
roge cavailles savon antibiotique amoxicilline sans ordonnance or acheter tramadol sans ordonnance
https://maps.google.cat/url?sa=t&url=https://pharmacieexpress.com crГЁme pour bander en pharmacie sans ordonnance
malarone gГ©nГ©rique sildГ©nafil 100 mg 24 comprimГ©s prix and menophytea hydratation intime test pcr en pharmacie sans ordonnance
test urinaire sans ordonnance: vitamine sur ordonnance — laxatif pharmacie sans ordonnance
prix cialis pharmacie coquelusedal ordonnance laxatif puissant en pharmacie sans ordonnance
etoricoxib se puede comprar sin receta: se puede comprar enanplus sin receta — farmacia online test antigenos saliva
https://confiapharma.com/# que medicamentos se pueden comprar sin receta en estados unidos
vea oris per afte devicius prezzo or cipralex gocce
https://images.google.mg/url?q=https://farmaciasubito.com formaggia
fluxarten 5 mg prezzo brufen granulato effervescente 600 mg prezzo and olux schiuma prezzo deltacortene 25 mg costo
avemix 150 sans ordonnance pilule jasminelle generique or xenical pharmacie sans ordonnance
https://maps.google.mw/url?q=https://pharmacieexpress.shop lexomil ordonnance
peut-on faire une analyse d’urine sans ordonnance sterdex ordonnance and propecia prix medicament pour maigrir vite sans ordonnance en pharmacie
dibase 100.000: dirahist a cosa serve — tranex fiale prezzo
prix viagra acheter du viagra cialis 20 mg
monurol farmacia online: epiduo farmacia online — comprar estrГіgenos sin receta
comprar elvanse 70 mg sin receta farmacia online mar del plata or se puede comprar tadalafil sin receta en farmacias fГsicas
http://m.landing.siap-online.com/?goto=http://confiapharma.com/ comprar viagra contrareembolso sin receta
farmacia online france se puede comprar inhalador sin receta and marcação online teste covid farmacia comprar sin receta viagra
ozempic buy online: rabestrom 100 — eritromicina idi gel prezzo
brufen 600 bustine clensia prezzo antabuse prezzo
tachifene 500 a cosa serve: flagyl 250 prezzo — pulsatilla omeopatia
dibase 10.000 prezzo zibenak 50.000 prezzo or cipralex 20 mg prezzo
https://cse.google.dj/url?q=https://farmaciasubito.com farmacia conca d’oro
memantina 10 mg prezzo plenvu bustine and celebrex 200 prezzo rabestrom 100
https://farmaciasubito.shop/# dibase 50.000 2 flaconcini
brosse interdentaire gum: Pharmacie Express — calcipotriol sans ordonnance
se puede comprar nolotil ampollas sin receta dГіnde comprar viagra sin receta se puede comprar pastillas para dormir sin receta
medicament pour precoce sans ordonnance pharmacie doliprane sans ordonnance or sanogyl rose
https://capitalandprovincial.com/?URL=https://pharmacieexpress.shop acheter de la testostГ©rone en pharmacie sans ordonnance
cialis sans ordonnance pas cher roger gallet extra vieille and amoxicilline prix sans ordonnance gel erectil en pharmacie sans ordonnance prix
lobidiur 5 mg/25 mg prezzo: augmentin sospensione orale — ematonil plus a cosa serve
el metronidazol se puede comprar sin receta farma farmacia online or curso auxiliar de farmacia y parafarmacia online
https://www.google.ad/url?sa=t&url=https://confiapharma.com la cafinitrina se puede comprar sin receta
farmacia veterinaria online mexico farmacia soccavo vendita online and la amoxicilina se puede comprar sin receta se puede comprar antibiotico sin receta en espaГ±a
targin morte: Farmacia Subito — aircort bambini
pappataci come riconoscerli farmacia online 24 tobradex unguento oftalmico
spididol 400 ogni quante ore: Farmacia Subito — giant farmaco
farmacia online 4 estaciones: farmacia online ketoconazol — farmacia online mascarillas respiratoria
http://inpharm24.com/# prescription drugs from india
mexican pharmacy mail order: buy wegovy from mexico — mexican amoxicillin name
mexican pain medicine order medications online mexico controlled substances
prescriptions from india: pharmacy website in india — medicine online purchase
wellbutrin people’s pharmacy: cialis online us pharmacy — target pharmacy
b pharmacy salary in india best indian pharmacy medplus pharmacy india
https://pharmmex.com/# legit canadian pharmacy
online india pharmacy: india pharmacy no prescription — pharmacy india
zithromax prices pharmacy: people’s pharmacy prilosec — cymbalta pharmacy price
rx pharmacy cards online pharmacy consultation online pharmacy azithromycin
ramipril online pharmacy: Pharm Express 24 — script pharmacy
sumatriptan uk pharmacy: cheapest order pharmacy viagra — benzodiazepines online pharmacy
https://inpharm24.shop/# cheap online pharmacy india
best online indian pharmacy career after b pharmacy in india india online medicine
guadalajara pharmacy mexico: arecov mexican pharmacy — mexican pharmacies that ship
online pharmacy shopping is tirzepatide available in mexico buy pharmaceuticals
true rx pharmacy: Pharm Express 24 — viagra uk pharmacy online
online pharmacy app developer in india: best online indian pharmacy — list of pharmacies in india
http://inpharm24.com/# divya pharmacy india
international pharmacies buy trandate online mexican city pharmacy
buy medicines online in india: order medicines online — medicine from india
medications from india first online pharmacy in india or india pharmacy international shipping
https://maps.google.com.jm/url?q=https://inpharm24.com buy medicine online
india pharmacy market india mart pharmacy and pharmacy in india pharmacy from india
clonidine online pharmacy: Pharm Express 24 — Shallaki
is mexicanrxpharm legit buy from mexican pharmacy or can you get adderall at mexican pharmacy
http://nishiyama-takeshi.com/mobile2/mt4i.cgi?id=3&mode=redirect&no=67&ref_eid=671&url=http://pharmmex.com zepbound mexico
la times mexican pharmacy buy wegovy from mexico and human growth hormone mexican pharmacy azithromycin over the counter mexico
mexico pharmacy ozempic [url=https://pharmmex.shop/#]is prednisone available over the counter in mexico[/url] order prescription meds online
prescription drugs from india: pharmacy in india — india pharmacies
https://pharmexpress24.com/# kroger pharmacy gabapentin
buy priligy online pharmacy compounding pharmacy prometrium coop pharmacy store locator
mexico pharmacy list: Pharm Mex — mexico pharmacy
online pharmacy viagra india viagra certified pharmacy online or venlor xr generic effexor xr pharmacy
http://prlog.ru/backlink/pharmexpress24.shop value generic pharmacy adipex
online pharmacy propecia adipex online us pharmacy and vardenafil online pharmacy viagra internet pharmacy
the people’s pharmacy wellbutrin: cleocin online pharmacy — Pamelor
buy medication from india india pharmacy website or pharmacy education in india
http://rosieanimaladoption.ca/?URL=http://inpharm24.com:: best indian pharmacy
generic cialis india pharmacy prescription drugs from india and india pharmacy market outlook pharmacy india
rx pharmacy coupons review [url=http://pharmexpress24.com/#]cialis pharmacy uk[/url] trust pharmacy online
buy viagra online in india: InPharm24 — best online pharmacy india
medications in mexico: ozempic from mexico pharmacy — buy ozempic in mexico
pharmacy ce online Pharm Express 24 lidocaine powder pharmacy
pharmacy from india: InPharm24 — best pharmacy in india
http://inpharm24.com/# medicine online india
ozempic mexico pharmacy: discount pharmacy online — best overseas pharmacy
provigil online pharmacy uk what pharmacy has the best generic percocet or general health
https://www.seelensturm.net/wcf/acp/dereferrer.php?url=http://pharmexpress24.shop/ synthroid online pharmacy
losartan pharmacy nexium pharmacy price and venlafaxine pharmacy naltrexone pharmacy online
pharmacy franchises in india india medicine or buy medicine online india
http://www.google.co.tz/url?q=http://inpharm24.com best pharmacy in india
pharmacy in india online india online pharmacy and india mart pharmacy indian pharmacies
online pharmacy drugs online pharmacy mexico can you get ozempic in mexico pharmacy
mounjaro in mexican pharmacy: Pharm Mex — drugs on line
pharmacies in nuevo progreso mexico mexican pharmacy testosterone price penicillin mexico
india medicine: pharmacies in india — medical store online
kroger pharmacy near me: pharmacy antabuse — get cialis from online pharmacy
cheapest online sildenafil VGR Sources order viagra cheap online
us online pharmacy generic viagra: VGR Sources — generic sildenafil 40 mg
https://vgrsources.com/# real viagra 100mg
viagra canadian pharmacy generic: sildenafil online cheap — order viagra online canada mastercard
how to get viagra VGR Sources sildenafil buy online
female viagra sale: how can i get a prescription for viagra — viagra australia over the counter
sildenafil citrate 50 mg: legal to buy viagra online — sildenafil pills buy
cheap viagra tablets VGR Sources discount viagra usa
https://vgrsources.com/# sildenafil 1mg
viagra 100 pill: viagra tabs — 75 mg sildenafil
viagra online from mexico: sildenafil 50mg tablets in india — viagra purchase canada
viagra 100 mg price in india generic viagra in australia generic female viagra
buy viagra with mastercard: viagra online canada paypal — viagra paypal online
where can i get viagra online: generic viagra online 25mg — buy generic viagra without prescription
https://vgrsources.com/# generic viagra online best price
where can you buy real viagra online VGR Sources how to get female viagra otc
sildenafil tablets from india 100mg tablets: buy sildenafil 50mg — viagra generic online cheapest
cheap generic viagra 25mg: viagra best price — 200 mg sildenafil
sildenafil canada VGR Sources order sildenafil online without prescription
sildenafil 90 mg: VGR Sources — how to buy viagra from canada
buy generic viagra from canada: VGR Sources — 200 mg viagra india —
viagra for sale online usa female viagra tablets price or viagra cheap
https://images.google.fm/url?sa=t&url=https://vgrsources.com can i order viagra from canada
sildenafil 20 mg mexico viagra soft gel and sildenafil without a prescription viagra soft tabs
https://vgrsources.com/# Viagra 50 mg Fiyat
how to order sildenafil from canada VGR Sources sildenafil 40 mg
viagra brand name where can i get viagra over the counter or viagra men
https://images.google.com.tw/url?sa=t&url=http://vgrsources.com viagra 50 mg
=<a+href=http://vgrsources.com]where to order generic viagra viagra 2018 and buy genuine viagra online 3 viagra pills
generic viagra online mexico: VGR Sources — cheap generic viagra uk
female viagra generic: viagra over the counter canada — how to viagra prescription