
Аргонодуговая сварка
3525
13.01.2018
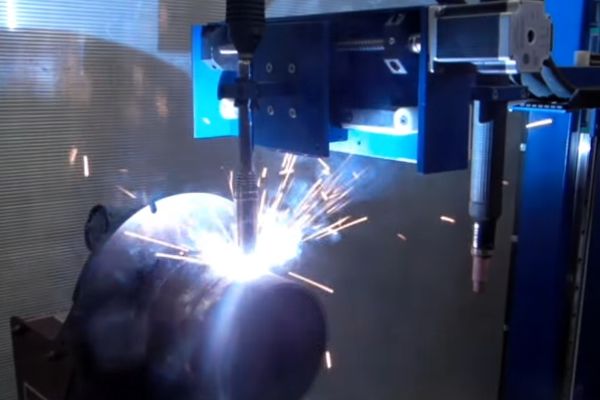
Аргонодуговая сварка – это процесс сваривания металлов, который производится в среде инертного газа – аргона. Работа по свариванию может производиться неплавящимся или плавящимся электродами. Наиболее распространенный вариант – автоматическая аргонодуговая сварка неплавящимся электродом. В качестве неплавящейся детали используется вольфрамовый электрод. Различают несколько типов аргонодуговой сварки:
- ААД – автоматическая аргонодуговая сварка с неплавящимся электродом;
- РАД –ручная аргонодуговая сваркас использованием неплавящегося электрода;
- ААДП – автоматическая аргонодуговая сварка с применением плавящегося электрода.
- Аргонодуговые сварки с использованием вольфрамового электрода имеют свои обозначения:
- GTAW – газовая дуговая сварка вольфрамом (GasTungstenArcWelding);
- TIG – сварка вольфрамом в среде инертных газов (TungstenInertGas).
Особенности аргонодуговой сварки
Работа по свариванию металлических деталей при использовании аргонодуговой сварки производится в среде аргона, который практически не вступает в реакцию с воздухом. Кроме этого, аргон плотнее на 39% чем воздух, в результате инертный газ полностью вытесняет из среды сваривания воздух, соответственно и кислород. Благодаря этому, шов полностью защищается от воздействия реакций окисления. Результатом этого является исключением окислов и интенсивного образования шлака в месте сваривания.
В процессе сваривания участвует инертный газ, который движется сверху вниз и попадает непосредственно в сварочную ванну. Благодаря этому кислород полностью вытесняется из места сваривания. Подогрев и расплавления металла возможно благодаря генерируемой дуге, между электродом и свариваемой деталью.
Важно упомянуть тот факт, что дуга, расплавляющая металл, воздействует не только на детали или заготовки, но и на проволоку присадки, которая используется для заполнения швов и пустот на стыках. Процесс заполнения швов выстраивается на основании приемов струйного и крупнокапельного переносов присадочного материала. Для успешного выполнения этой работы, стоит помнить, что струйный перенос возможен только при токе дуги от 260 Ампер, в то же время крупнокапельный успешно производится при силе тока равной 120 – 240А. Если используется вольфрамовый электрод, то появляется возможность получить стабильную непрерывную подающую струю при силе тока в пределах 100 Ампер.
Аргонодуговая сварка – плюсы и минусы

Одно из лучших качеств аргонодуговой сварки — это возможность сохранения слабого нагрева свариваемых деталей. Благодаря этому отсутствует отпуск деталей, после выполнения монтажа. Еще одним весомым плюсом в пользу аргонодуговой сварки является возможность создания автоматической аргонодуговой сварки. Работу легко можно автоматизировать и отладить для выполнения работы с максимальным качеством и продуктивности.
Из недостатков аргонодуговой сварки стоит выделить следующие:
- необходимость продолжения обдува сварочного шва инертным аргоном даже после выключения дуги, температура в месте сварки должна снизиться до 400 градусов;
- невозможность использования аргонодуговой сварки в ветряную погоду вне помещения;
- высокий уровень ультрафиолетового излучения в процессе сварки.
Оставьте свой комментарий